综合产品
公司总机: 19924719091;19924739885
咨询邮箱:gzblep@163.com ; huang.xy@gzblep.com
公司地址:广东省广州市黄埔区黄埔大道东881号
环保/水处理化工管件
2021-08-11 04:31
工业塑胶进口(台湾,德国,奥利地,美国,英国)板材、管材、阀门、棒、胶水、焊条等。主要材质含:PVC、PVDF、PFA、PP等;管件有英标、国标、美标、日标等各类标准。可满足客户对DIN, ISO, ASTM , BS ,JIS等各标准产品的需求。公司代理的系列产品,具有超洁净,高强度,耐酸碱,耐高温,无毒等特性管材、管件、阀门现运用于制药、食品、水处理、环保等多个行业,公司有效合理的品质管理,快捷、良好的服务更深得用户认可。主打品牌有南亚、三厘、环琪、华亚、协羽。

ASTM Schedule 80 及 Schedule 40 管材
描述:
1) 材质:PVC,CPVC
2) 尺寸:1/2''-14''
3) 标准:ASTM SCH80/SCH40
4) 操作温度:PVC(0~55℃);CPVC(0~95℃)
5) 应用领域:工业,市政,水处理,排水等
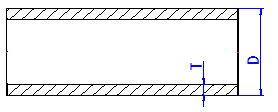
尺寸 | 承插口类型 | |||||
D(MM) | 公差 | SCH80 | SCH40 | |||
T(min/mm) | 公差 | T(min/mm) | 公差 | |||
1/2' | 21.34 | ±0.10 | 3.73 | +0.51 | 2.77 | +0.51 |
3/4' | 26.67 | ±0.10 | 3.91 | +0.51 | 2.87 | +0.51 |
1' | 33.40 | ±0.13 | 4.55 | +0.53 | 3.38 | +0.51 |
1¼' | 42.16 | ±0.13 | 4.85 | +0.58 | 3.56 | +0.51 |
1½' | 48.26 | ±0.15 | 5.08 | +0.61 | 3.68 | +0.51 |
2' | 60.32 | ±0.15 | 5.54 | +0.66 | 3.91 | +0.51 |
2½' | 73.02 | ±0.18 | 7.01 | +0.84 | 5.16 | +0.61 |
3' | 88.90 | ±0.20 | 7.62 | +0.91 | 5.49 | +0.66 |
4' | 114.30 | ±0.23 | 8.56 | +1.02 | 6.02 | +0.71 |
5' | 141.30 | ±0.25 | 9.52 | +1.14 | 6.55 | +0.79 |
6' | 168.28 | ±0.28 | 10.97 | +1.32 | 7.11 | +0.86 |
8' | 219.08 | ±0.38 | 12.70 | +1.52 | 8.18 | +0.99 |
10' | 273.50 | ±0.38 | 15.06 | +1.80 | 9.27 | +1.12 |
12' | 323.85 | ±0.38 | 17.45 | +2.08 | 10.31 | +1.24 |
14' | 355.60 | ±0.38 | 19.05 | +2.28 | 11.10 | +1.35 |
国标DIN PN16 管材
描述:
1) 材质:PVC,CPVC
2) 尺寸:DN15-DN350;20mm-355mm
3) 标准:DIN PN16
4) 操作温度:PVC(0~55℃);CPVC(0~95℃)
5) 应用领域:工业,市政,水处理,排水等
尺寸 | D | 公差 | T(min) | 公差 | 压力 |
DN15 | 20 | +0.2 | 2.3 | +0.4 | - |
DN20 | 25 | +0.2 | 2.8 | +0.5 | - |
DN25 | 32 | +0.2 | 3.6 | +0.5 | - |
DN32 | 40 | +0.2 | 3 | +0.5 | S6.3 |
DN40 | 50 | +0.2 | 3.7 | +0.6 | S6.3 |
DN50 | 63 | +0.3 | 4.7 | +0.7 | S6.3 |
DN65 | 75 | +0.3 | 5.6 | +0.8 | S6.3 |
DN80 | 90 | +0.3 | 6.7 | +0.9 | S6.3 |
DN100 | 110 | +0.4 | 8.1 | +1.1 | S6.3 |
DN125 | 140 | +0.5 | 10.3 | +1.3 | S6.3 |
DN150 | 160 | +0.5 | 11.8 | +1.4 | S6.3 |
DN180 | 200 | +0.6 | 14.7 | +1.7 | S6.3 |
DN200 | 225 | +0.7 | 16.6 | +1.9 | S6.3 |
DN250 | 250 | +0.8 | 18.4 | +2.3 | S6.3 |
DN300 | 315 | +1.0 | 23.2 | +2.6 | S6.3 |
DN350 | 355 | +1.1 | 26.1 | +2.9 | S6.3 |
Clear PVC 管材
描述:
1) 材质:Clear PVC
2) 尺寸:1/2''-6''
3) 标准:ASTM SCH40 PVC2110
4) 操作温度:0~55℃
5) 应用领域:双层安全壳,窥镜,水族馆等
6) 可根据一定的需求量定做SCH80,PN16或PN10
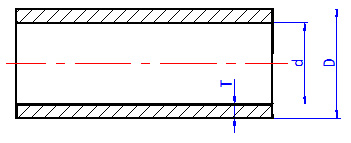
尺寸 | D | 公差 | SCH40 | C-Type | ||
T(min) | 公差 | T(min) | 公差 | |||
1/2″ | 21.34 | ±0.10 | 2.77 | +0.51 | 2.30 | +0.30 |
3/4″ | 26.67 | ±0.10 | 2.87 | +0.51 | 2.30 | +0.30 |
1″ | 33.40 | ±0.13 | 3.38 | +0.51 | 2.60 | +0.30 |
1¼" | 42.16 | ±0.13 | 3.56 | +0.51 | 3.00 | +0.30 |
1½" | 48.26 | ±0.15 | 3.68 | +0.51 | 3.10 | +0.30 |
2″ | 60.32 | ±0.15 | 3.91 | +0.51 | 3.50 | +0.30 |
2½" | 73.02 | ±0.18 | 5.16 | +0.61 | 4.10 | +0.34 |
3″ | 88.90 | ±0.20 | 5.49 | +0.66 | 4.90 | +0.40 |
4″ | 114.30 | ±0.23 | 6.02 | +0.71 | 5.20 | +0.45 |
5″ | 141.30 | ±0.25 | 6.55 | +0.79 | ||
6″ | 168.28 | ±0.28 | 7.11 | +0.86 | ||
8″ | 219.08 | ±0.38 | 8.18 | +0.99 | ||
PPH 管材
PPH 管材介绍
一、PPH管材管件采用北欧进口原料生产,该产品参照德国DIN8077和8078标准以及GB/T18742标准生产。产品广泛用于化工、环保、电子厂、食品加工等领域。
二、PPH是一种经过BETA(β)改性的均聚物,由于其结构的特殊牲,其产品具有很强物理和化学特性:
1、冲击强度:与传统的PP相比,β型PPH具有显著的低温抗冲击性能。
2、具有耐高压力性能。
3、具有超宽的温度使用范围:-10℃~+95℃
4、具有很强的耐化学性能。可承受大多数化学腐蚀品
5、长期使用稳定性:在同等的温度压力状况下,PPH管道可满足50年的使用寿命
6、良好的施工性能,由于其质轻,施工方便,施工焊接工艺筒单,降低工程造价。
7、环保卫生无毒、无环境污染。
8、管内壁光滑,流体阻力小,不产生结垢,保证流体顺畅稳定。
描述:
1) 材质:PPH
2) 尺寸:DN15-DN150
3) 操作温度:0~95℃
4) 应用领域:化工腐蚀和电镀管路系统,食品加工管路系统,水处理等
尺寸 | D | S5 | S4 | S3.2 |
SDR 11 | SDR 9 | SDR 7.4 | ||
壁厚 | 壁厚 | 壁厚 | ||
DN15 | 20 | 2 | 2.3 | 2.8 |
DN20 | 25 | 2.3 | 2.8 | 3.5 |
DN25 | 32 | 2.9 | 3.6 | 4.4 |
DN32 | 40 | 3.7 | 4.5 | 5.5 |
DN40 | 50 | 4.6 | 5.6 | 6.9 |
DN50 | 63 | 5.8 | 7.1 | 8.6 |
DN65 | 75 | 6.8 | 8.4 | 10.3 |
DN80 | 90 | 8.2 | 10.1 | 12.3 |
DN100 | 110 | 10 | 12.3 | 15.1 |
DN125 | 140 | 12.7 | 15.7 | 19.2 |
DN150 | 160 | 14.6 | 17.9 | 21.9 |
聚丙烯(PPH)管道施工规范
一、简介
聚丙烯(PPH)是由我公司引进国际先进技术、采用北欧化工公司BE60 7032原料及配方,生产的新一代高性能聚丙烯管道,其产品质量符合DIN8077和DIN8078标准以及GB/T18742标准,并填补了国内空白。该产品因具有耐腐蚀、质轻、强度高、安装维修方便、寿命长等优点,现已广泛应用于冶金、电子、化工、太阳能、医药、食品、氯碱、环保等领域。为提高塑料管道工程的施工水平,确保工程质量,我厂参照有关标准并结合本厂产品性能,编制了PPH管道施工规范。
二、常用机具
(一)、工具 (二)、量具 (三)、塑料焊接设备
1、电锯 1、水平尺 1、(DSH-Ⅱ/Ⅲ)热风焊枪
2、电刨 2、钢卷尺 2、(SHD)液压对口热熔电焊机
3、电钻 3、法兰角尺 3、(AX50~110)承口热熔电焊机
4、板手 4、线缍 4、(DG)自动焊板机
5、刮刀、削刀 5、(DG)磨光机
6、榔头 6、(DG)开空机
三、作业条件
1、施工图纸及有关技术文件必须齐全,并应进行设计交底。
2、材料、施工力量、施工机具等应能保证正常施工。
3、与管道相关的支架及土建工程、用电,材料存放场地等临时设施应能满足施工要求。
4、施工前应熟悉设计图纸和施工方案。安装人员必须掌握塑料管道安装的基本操作技术,人员应经考核合格后上岗,严禁盲目施工。
5、与管道连接的设备找正、校平、合格、固定。
6、管材、管件及阀门均已按标准验收合格,并具备有关技术资料(如合格证等)与设计核对无误,内部清洗干净,不存在杂物,塑料管安装过程中应考虑到强度,因此须在同一安装部位的其它材质管道已安装完毕,再安装塑料管道。
四、管道预制安装过程
1、按图纸要求预制管架(托架可用角钢、对剖的钢管等材料),管架间隔见下表,如材质介质温度达到60℃,水平方向最好提供连续的托架。
公称外径 | 不同温度下支架距离 | ||||
常温 | 40℃ | 60℃ | 80℃ | 100℃以上 | |
16 | 1.00 | 0.80 | 0.70 | 0.70 | 0.60 |
20 | 1.00 | 0.80 | 0.80 | 0.70 | 0.60 |
25 | 1.00 | 0.90 | 0.80 | 0.80 | 0.70 |
32 | 1.30 | 1.00 | 1.00 | 0.90 | 0.80 |
40 | 1.40 | 1.20 | 1.10 | 1.00 | 0.80 |
50 | 1.40 | 1.30 | 1.20 | 1.10 | 0.80 |
63 | 1.50 | 1.40 | 1.30 | 1.20 | 0.90 |
75 | 1.70 | 1.50 | 1.40 | 1.30 | 1.00 |
90 | 1.80 | 1.60 | 1.50 | 1.40 | 1.10 |
110 | 2.00 | 1.80 | 1.70 | 1.60 | 1.30 |
125 | 2.00 | 1.80 | 1.70 | 1.60 | 1.30 |
140 | 2.50 | 1.90 | 1.90 | 1.70 | 1.40 |
160 | 2.50 | 2.10 | 2.00 | 1.80 | 1.60 |
180 | 2.50 | 2.10 | 2.00 | 1.80 | 1.60 |
200 | 2.90 | 2.40 | 2.10 | 2.00 | 1.80 |
225 | 2.90 | 2.40 | 2.10 | 2.00 | 1.80 |
250 | 3.00 | 2.50 | 2.20 | 2.10 | 1.90 |
280 | 3.00 | 2.50 | 2.20 | 2.10 | 1.90 |
315 | 3.60 | 2.80 | 2.50 | 2.30 | 2.20 |
355 | 3.60 | 2.80 | 2.50 | 2.30 | 2.20 |
400 | 4.00 | 3.00 | 2.80 | 2.50 | 2.40 |
450 | 4.00 | 3.00 | 2.80 | 2.50 | 2.40 |
500 | 4.20 | 3.20 | 3.00 | 2.80 | 2.50 |
2、质量较重的配件(如阀门)应单独支撑。
3、严格按图纸及现场状况,尽可能在地面预制管道,将预制管道平稳放置在托架上,大口径管道应用吊具吊运至托架上,再用卡箍将管道牢固的夹在托架上,卡箍与管道中间应已附有3mm厚的软材料,卡箍不宜夹的太紧,避免管道变形。
五、操作工艺
1、PPH管道适合操作的环境温度为0℃~35℃,焊接场地要有保护措施,以名直接受到日日晒雨淋,相对温度不超过80%。如果焊接场地周围的环境条件不符合以上规定,就必须在焊接场地人为地创造适宜的条件(加工栅、采暖)。
2、焊接前准备好220V电源及安装工具,所使用的焊接设备需要具备良好的技术状况并经认真检查,被焊接的管材、管件不能有破损,每一个接口要求干净。
3、焊接操作须具备一定热塑料性材料焊接经验,对塑料管道的焊接步骤和参数有详细了解的焊工来承担。
4、目前我公司采用国际最先进的PPH管道焊接技术,焊接元件温度为220-230℃。
A.承口热熔连接步骤:
A-1、热熔工具接通电源,到达工作温度指示灯亮后方能开始操作;
A-2、切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去毛边和毛刺;
A-3、管材与管件连接端面必须清洁、干燥、无油。
A-4、用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符
合下表:
热熔连接技术要求
注:若环绕温度小于5℃,加热时间应延长50%。
A-5、熔接弯头或三通时,按设计图纸要求,应注意其方向,在管件和管材的直线方向上,用辅助标志标出其位置;
A-6、连接时,无旋转地把管端导入加热套内,插入到所标志的深
公称外径(mm) | 热熔深度(mm) | 加热时间(s) | 加工时间(s) | 冷却时间(min) |
20 | 14 | 5 | 4 | 3 |
25 | 16 | 7 | 4 | 3 |
32 | 20 | 8 | 4 | 4 |
40 | 21 | 12 | 6 | 4 |
50 | 22.5 | 18 | 6 | 5 |
63 | 24 | 24 | 6 | 6 |
75 | 26 | 30 | 10 | 8 |
90 | 32 | 40 | 10 | 8 |
110 | 39 | 50 | 15 | 10 |
度时,同时,无旋转地把管件推到加热头上,达到规定标志处。 加热时间应满足上表的规定(也可按热熔工具生产厂家的规定);
A-7、达到加热时间后,立即把管材与管件从加热套与加热头上同时取下,迅速无旋转地直线均匀插入到所标深度,使接头处形成均匀凸缘;
A-8、在上表规定的加工时间内,刚熔接好的接头还可校正,但严禁旋转。
B.对口热熔连接步骤:
B-1、将连接的两根管材放到对焊机上,管材要尽可能地同轴心。用电刨将管材焊接面刨平,刨平后检查一下焊接面的同心度,最大允许位移量V等于:V小于等于0.1S,且最大不超过1mm。
S为管材的壁厚(mm),两个管材端面间隙不得超过管径的2‰。
B-2、用沾有酒精的抹布将两连接管道端面擦干净。
B-3、接通电热板电源,当电热板温度达到焊接温度时,继续加热10分钟
使电热板温度均匀。对于管壁分别为S小于等于5mm,S等于6~12mm,S大于等于13mm 时,要求相应电热板温度对于管材分别为250℃、245℃、240℃,如电热板表面有灰尘或屑,应在加热前除掉。
B-4、将电热板放在两根焊管端面之间,把焊管压在加热板上,并使其熔融以消除端面的残余不平面,此时压力为1.0Kg/cm2,如果对焊机上无压力显示装置,也可通过经验掌握。
通过控制电热板上管材端面周边被挤压翻卷的融质宽度来确定挤压时间,而挤压翻卷的融质宽度是根据管材壁厚来确定的。
管壁厚度S(mm) 对应的挤压翻卷的融质宽度(mm)
S≤7 0.5
7<s≤18 p="">
<s≤18 p="">
18<s≤32 p="">
S>32 2.0
B-5、管口焊接面被削平后,挤压力要下降到最小,焊接面几乎不与电热板接触,此时挤压力应≤0.1Kg/cm2。
B-6、加热完后,移开加热器,侧向推压管材,管材的焊接面就粘在一起,在进行此操作时,要特别小心,不要损坏已校平和加热过的焊接表面,表面也不得有灰尘和其它任何杂质微粒。
B-7、管材熔合一起后,将挤压力从接触时的0.1Kg/cm2均匀地增加到1.0Kg/
cm2,从0.1Kg/cm2上升到1.0Kg/cm2所用时间(S)数值上等于管材壁厚(mm)
通过观察所形成翻卷的融质宽度,就能定性地估计出挤压增长率的均匀程
度,翻卷的融质宽度必须均匀增大,并沿熔化线很好地绕在管的两边。
B-8、停止使用挤压力,待焊缝温度不高于环境温度10℃~15℃时松开夹具,卸下管材。
5、法兰连接就是将法兰焊在两根管材端面,再通过螺栓和密封圈连接的连接方法,法兰与法兰连接时应严格对中,轴向偏差不得大于2mm,不得采用强制拧紧螺栓的方法来调整,拧紧螺栓分二次进行,第一次均匀拧紧,再对角拧紧螺栓。
6、PPH塑料管道在架空敷设时,应对管道采用管托支承,用卡箍将管材牢固的夹在托架上;
埋地管线地沟应平整无尖锐硬物(如石头、砖块、铁制品等)一般深度要达到冻层以下延长其使用寿命。
7、因PPH塑料管道的线膨胀系数较大,故在安装时要考虑补偿。安装补偿器时,伸缩长度按下列公式计算:
ΔL=alΔt
ΔL为管道的热膨胀系数量(或冷收缩量)m
a为管材的线膨胀系数(12)×10-5
L为管道的初始长度m
Δt运行时和安装时的温度差℃
对于短矩离塑料管道一般采用自然补偿,对于长距离管道一般采用补偿
器:如塑料补偿器、F46波纹补偿器、橡胶补偿器。
根据热膨胀量和补偿器有效补偿量确定补偿器使用位置和使用数量。
六、工艺验收
工程结束后,完全符合图纸的工艺走向要求验收(也可根据甲方现场实际情况和相关资料验收)。
1、管道、管架、管箍全部完工,管线的走向应横平竖直,检查焊口外表无漏焊、少焊、螺栓阀门全部拧紧无缺件;
2、管道在验收前应通水冲洗,冲洗不宜为浊度在10mg/L以下的净水,冲洗水速宜大于2m/s,直至冲洗到出口的水浊度与进口处相当为止;
3、进行严密性试验:缓慢地向试压管道内注水,同时排清管道内空气、管道内充满水后,在无压情况下,保持12小时后,再缓慢加压到严密试验压力,并保持2小时。为保持管内压力,可向管内补水。检查各部件有无泄漏或其它不正常现象,在试压过程中严禁用手锤敲击管子。
4、严密性试验合格后,进行强度试验,缓慢升至试验压力,(试验压力为设计压力的1.5倍,并保持15分钟以上,最多24小时)如 管道无泄漏,试验停止,被认为通过试验(对于不宜充水的有压管道可采用气压检验);
5、按设计介质要求,进行整体管道带酸带温调试;
6、验收合格完毕后,由工程方出具验收合格书面材料。



